一模二冲打头机装配过程经验分享
作者:温州奇力精密螺丝冷镦机 来源:http://www.wz-ql.com/ 更新时间:2023/12/25 10:15:57 点击次数:
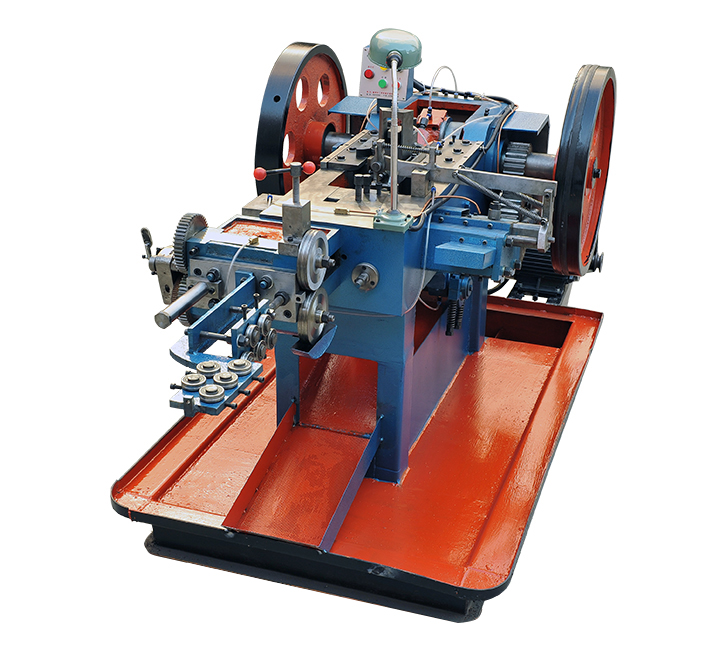
一模二冲的打头机在正常的生产使用过程中每分钟要达到300-350次冲程(打击次数),任何一次冲程的抖动和偏移皆能造成断模具冲针、产品变形等状况,由此造成废品率和模具报废率的上升;从而使生产成本增加,产能和设备利用率降低,并可能引发更大的设备故障。
消除产生上述状况的问题关键点在于如何有效地提升打头机台身轨道面与冲击跑台在制造装配过程中的配作研配精度。
一般打头机设备制造厂商在配作(研磨、铲刮)台身与冲击跑台的装配精度时往往会制作一个冲击跑台(几何尺寸、形位精度)一致的胎具,作为研磨、铲刮时用的统一标准;但须考虑到:即使是在加工中心(CNC)上加工制造上述零部件,即使按同一张图纸加工,同一(CNC)机台输入同一组几何坐标参数,也会由于加工批次的不同而产生诸如:装夹精度、起始归零精度、材质不同、刀具磨损状况等随机因素造成的几何形位差异;而此误差使用统一胎具是不可能在研磨、铲刮后的装配中予以消除的。
实现上述工艺后,从维修及用户反馈信息数据看打头机设备在螺丝厂的生产使用中冲程打击精度大幅改善;设备使用率和生产工效得以大幅提升;基本消除模具断针现象。
我们的有效经验是:从相同批次的冲击跑台中任选一件暂时配上同一批次的成品台身钢板,以此组件作为该批次研磨、铲刮台身的统一标准胎具,来进行该批次(数量相对应)台身的研配。在研配工作结束后卸下作为胎具使用的冲击跑台(组件)上的台身钢板,并装配至研配好的台身轨道面上;这样的工艺过程使研配的精度质量大幅提升,又不会造成任何成本上的浪费;同批次的台身与冲击跑台可实现互换的最大化。
上一篇:奇力精密螺丝冷镦机 自动锁螺丝机介绍
下一篇:打头机的多种分类及特点
相关文章
冷镦机配件-2020-04冷镦机操作技术一本通-2020-04
冷镦机价格-2020-04
一种高速一模两冲冷镦机的制作方法-2025-07
冷镦加工对行业的重要性-2025-07
多工位冷镦机独立阳模顶出机构的制作方法-2025-06
冷镦机改造要求、使用要点及提高维护水平的措施-2025-06
冷镦机闷车解决办法-2025-06
怎么处理冷镦机发生的断头现象-2025-06
冷镦机哪些地方需要改造?-2025-05
冷镦机生产的紧固件有哪些?-2025-05
冷镦机冷成型的工作过程-2025-05
多工位冷镦机市场应用分析-2025-05
冷镦机械飞轮的分度问题-2025-04
冷镦工艺都有什么特性?-2025-04
 电话:0577-86670783
电话:0577-86670783 手机:13306873332
手机:13306873332 传真:0577-86779707
传真:0577-86779707 网站:www.wz-ql.com
网站:www.wz-ql.com 微信:13306873332
微信:13306873332 地址:浙江省温州市龙湾区滨海园区明珠路855号三车间
地址:浙江省温州市龙湾区滨海园区明珠路855号三车间